Да направим видео клип ово би стало све у пар речи, а овако ћу да покуша да опишем што детаљније уз пар слика… Пре једно 16-17 година сам се први пут срео са клипњачама за тркаче агрегате. Пре тога сам слушао приче старијих мајстора како је то скупо и непотребно јер фабричке клипњаче су сасвим довољне и добре за било шта. Убрзо сам схатио да имам посла са колегама који имају момент кључ стар по 30 година и никада није ношен на баждарење. И за то су имали изговор тј опрадвање (наводно баждарење од $45 долара је скупо)… 2003 године сам одлучио да се тркам на старом Тријумфу Боневилу 650. Саша и Том су били једни од првих који су ми изашли у суспет са саветима и деловима који нисам имао. Дружећи се са Томом ту сам први пут виде уживо корило клипњаче. Нису биле нешто много лакше од фабричких, али су дозволиле Тому да на свом Т150 подигне крајне обртаје са 7000 на 10500 обртаја..
И даље ми је било много да дам $675 долара за две клипњаче у то време. Ипак сам нашао фирму из Флориде која је продава тркаче делове за старе Тријумфе. Клопњаче су биле коване од алуминија по узору на амерички нескар. Иако су те клипњаче имале специјалне шрагове, упутство за стезање истих је било у инч-паундима.
Него да се вратим теми о којој желим да пишем. Многи шрафови велике песнице клипњаче или клипњача препоручује да се после сваког скидања замене са новим. Што није баш случај код кованих клипњача које су наменски направљене за тркаче агрегате. Сваки произвођач нас саветује мало другачије око замене шрафова. Обични шрафови су тврдоче 12.9 и они се мењају после свакиг одпустања, веома је важно да се прати упуство и која врста подмазивања да се корсити при монтажи нових шрафова.

У противном може да дође до пуцања штафа, због тога што је било претрегнут или због тога што је било недовољно стегнут. Прљави навоји у самој клипњачи, као и не равномерно стезање истих може да доведе до оштечења не само шрафова или клипњаче него и самих клизних лежајева. Чак неки произвођачи перпоручују да се корости лепак за навоје да би били сигурни да се шраф сам не отпусти током рада. Ту сам користио локтајтов лепак који има бакрену маст у себи и при стезању подмазује навоје да се исти неби прегрејали и оштете током коначног стезања. Многи произвођачи препоручују мотортно уље или моторно уље помешано са моли адитивом, товатна маст које има велику тачку топљења и да има способност да подмазује навоје под великим притиском. Кад су у питању специјални шрафови за коване клипњаче ту скоро сваки произвођач има своју маст за подмазивање истих. Можда најпознатија масти је ARP Ultra-torque Fastener Assembly Lubricant. АРП је америчка компаније која се бави производњом свих вртса шрафова, брезона, матица и подлошки за агрегате и за још по нешто.
“Сваки произвођач нас саветује мало другачије око замене шрафов“


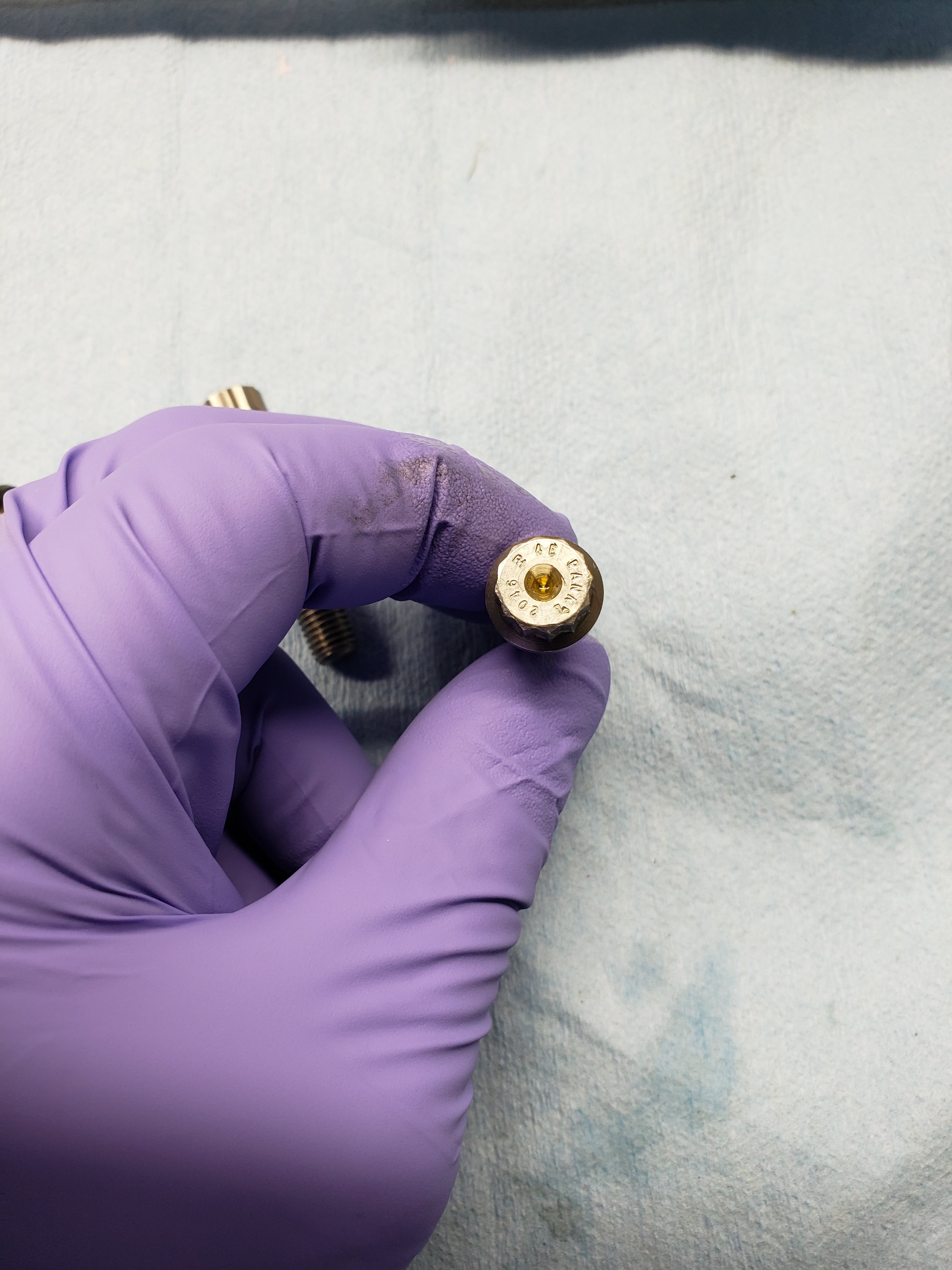
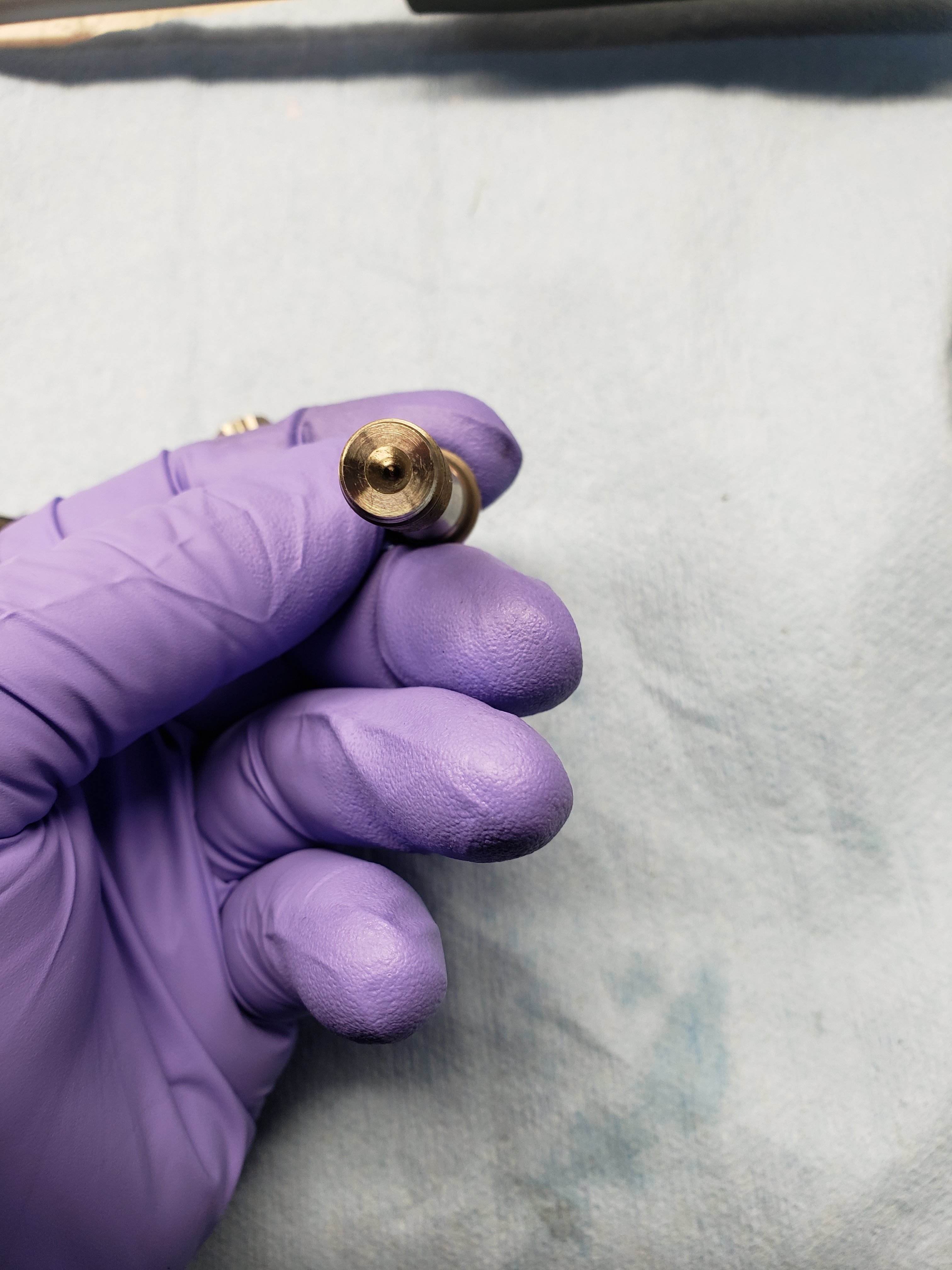
Има три начина на који се затежу шрафови… момент кључем, истезање шрафа и под углом. Најпецизније је истезање шрафа јер тако тачно може да се измери колико се сам шраф истегао. Специјални шрафови у зависности од произвођача, затежу се нјачешће са компаратером који мери истезање самог шрафа, али понекад се траши да се користи момент кључ. Штафови који имају само забушену рупу на глави шрафа у више случајева затежу са момент кључем, ретко кад се препоручује затезање помоћу компаратера за истезање. Ако се зхтева мерење истезања тада се користи микрометар да се шраф измери пре стезања и после стезања. Они шрафови који имају забушену рупу са обе стране шрафа се препоручује да се стежу са компаратером и да се измеру истезање шрафа. У наставку ћу да наведем редослет провере и монтирање-стезање шрафова. После сваке провере мале и велике песнице, ставим да се клипњача опере у ултразвучној кади 5-10 минута на темепратури од 40 степени. После прања у ултразвучној кади ручно проверим све навоје да су хорушки чисти, ако нису имам четкице разних промера и њима добор очистим навоје.
Увек исперем у топлој води и осушим ваздухом из компрресора. Премерим дужину сваког шрафа и тако их распоредим у две или више група. Од крачих до најдужих (бажно је знати да сви шрафови нису исте дужине), ово је веома важно да се компаратер не помера много за стезање сваког шрафа. Што убрзава процес монтирања и стезања на препоручену меру или вредност. Овим поступком може да се лако утврди који шраф није стегнут на препоручену меру и ако је нов мора да се замени новим. Зато је препоручује да се увек купи више комада од оног што вам је потребно. Ово је веома важно код титанијумских клипњача (нажалост шрафови за титанијумске клипњаче су скоро па дупло скупљи од шрафова за коване челичне клипњаче). Следћи корак је помазиванје шрафова препорученом машђу и завртање истог у клипњачу руком. Кад се оба шрафа заврну само да додирују глабом тело политке клипњаче. Сад можемо да корстимо компаратер за мерење истезања шрафа, тако што се компаратер стави на тело шрафа, а шиљци са коммпаратера се ументу у забушене рупе. Компаратер се помери пар пута лево-десно да се сама казаљак доведе на нулу. Кад је компаратер нулиран може да се стегне један по један шраф. Карило препоручује да се шрафови замене после сваког другог или трећег одвијања, тако и за Панкл титанијумске клипњаче.


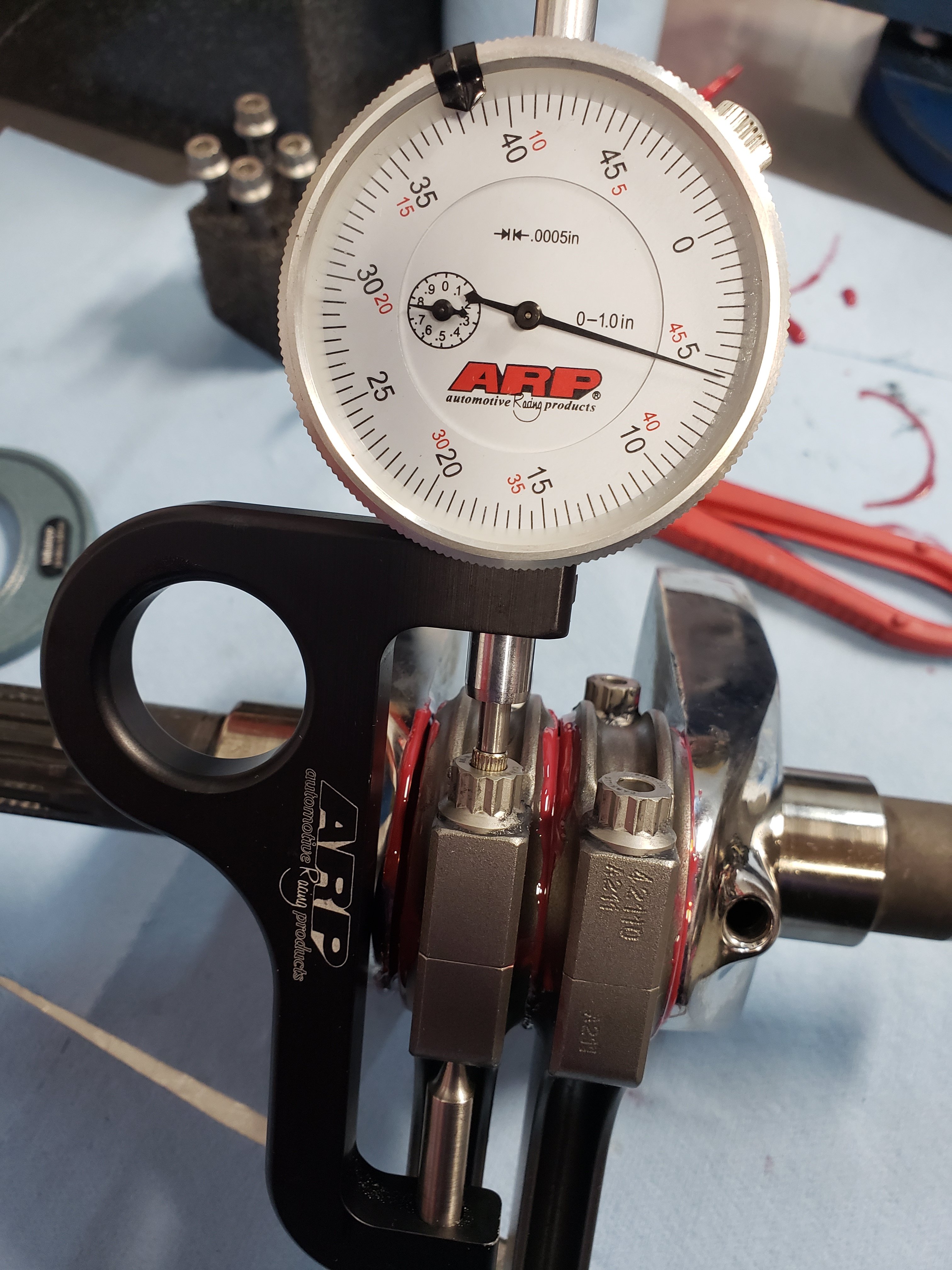
АРП препоручује да се њихови шрафови за клипњаче могу лористит више пута само ако нису дужи за једну хиљадиту цола од нових кад су били пре монтирања. Зато је веома је важно да се измери дужина сваког шрафа и запише у картон од сваког агрегата. Приликом следеће ревизија агрегата можемо да проверимо сваки шраф дали је за даљу употребу или не. Ово су неке од врста масти које ја корстим за подмазивање самих шрафова.


“Беома је важно да се измери дужина сваког шрафа и запише у картон од сваког агрегата. Приликом следече ревизија агрегата можемо да проверимо сваки шраф дали је за даљу употребу или не.“
