Увек кад се “пакује“ агрегат имам доста дилема око зазора, без обзира о који зазорима је реч. Као мајстор увек сам желео да знам које зазоре користе старији и искуснији мајстори од мене, а пажљиво сам студирао фабричка упутства. Овде ћу да образложим како ја мерим и одређујем зазоре подлошки на радилици. До 1997 године дукати је користио танке подлошке на радилици, а од 1998 су прешли на дебље подлошке. Лежајеви радилице код вечине дукатијевих модела су из два дела. Имају челићну чауру која се упресује у блок и лешжај се убаци у ту чауру. Ови лежајеви су веома специфични и само сам их виђао на старим енгинеским моторима из 60-их и 70-их прошчог века. Британске су производње и димензија су таквих да само пашу на дукати. Ови лежајеви су направљени тако да могу да трпе аксијално померање радилица као и увијање исте. Па су зато инжињери “напрегли“ радилицу са подлошкама са обе стране да неби дошло до пуцања или ломљења исте. По дукатијевом сервисмон упутству… требало је измерити дубљину сваке полутке блока од висине чауре лежаја до саме ивице блока где се спаја са другом полутком, још треба да се измери висина лежаја у чаури. Све ово се ради помоћу дубиномера. Следеће шта се уради је да се измери ширина радилице где се ослања рукавас исте и улазу у лежај са сваке стране. Мало је тешко да се разуме, ево пар слике која су из сервисне књиге.
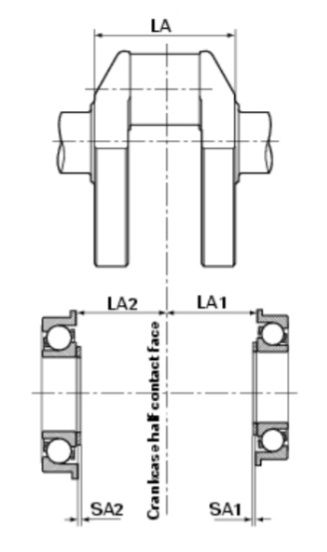
Сервисно упутство тражи да се дода 0.30мм да би се тиме елимисао сваки аксијални зазор кад агрегат постигне радну температуру. СА =ЛА1 + ЛА2 + 0.30мм – ЛА, а да би израчунали које дебљине су подлосшке користи се следећа формула СА=СА1 + СА2 и да би радилица била у центру блога користи се следећа формула (само једна подлошќа) СА1=ЛА1+0.15-ЛА : 2 и на крају формула за другу подлошку СА2 = СА-СА ….. јелда да је збуњујуће…
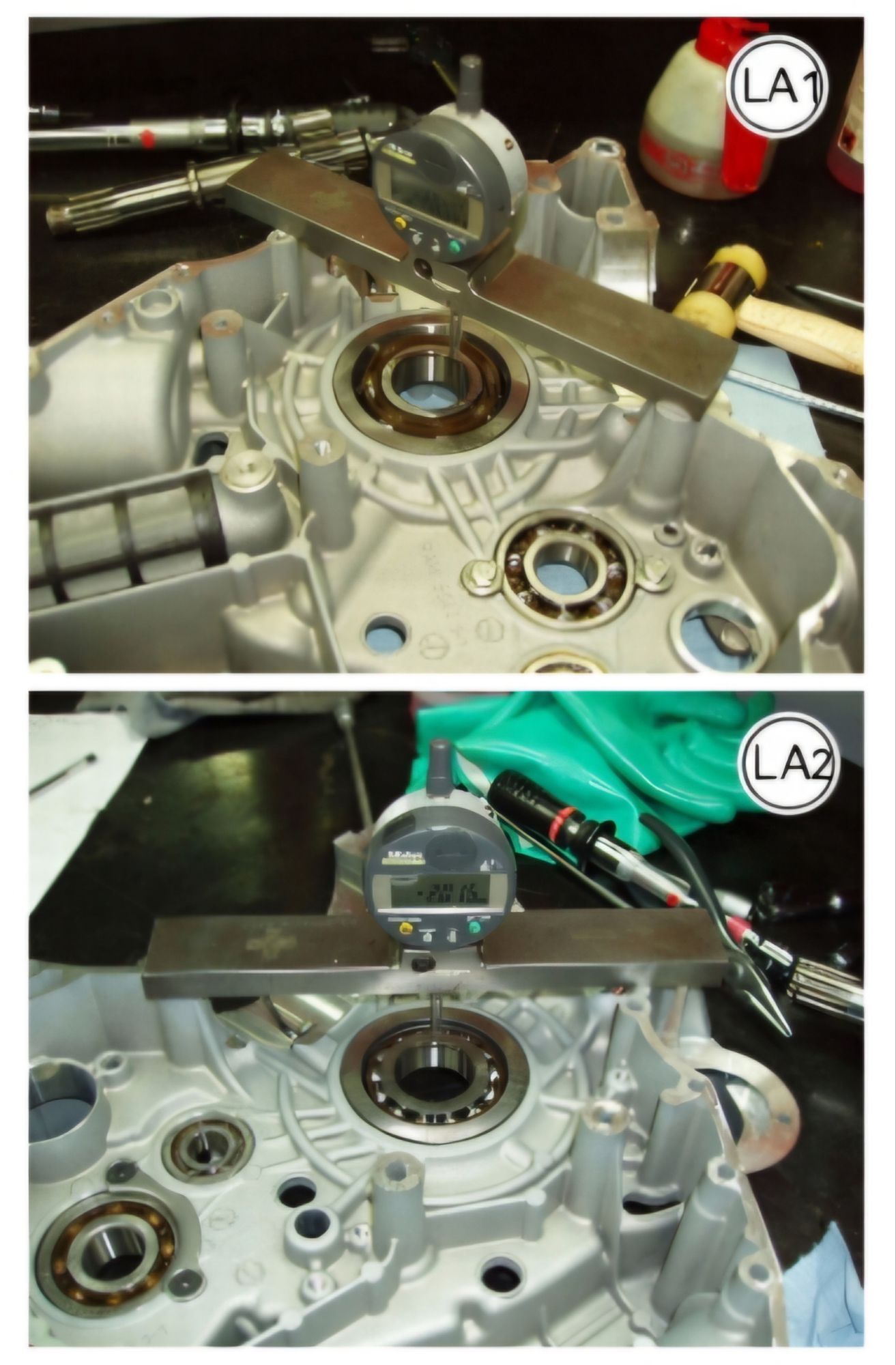
У почетку само тако радио и увек ми је узело времена да све израчунам, али само пре једно 12-13 година почео да користим нову формулу. Користим две 1.90мм подлошке, које иду на рукавац радилице са сваке стране . Ставим радилицу у једну полутку па монтирам другу и стегнем три М8 шрафа на 25Нм. Ставим блокове на бок и монтирам компаратер. Мало вечим одвијаћем подигнем радилицу и измерим аксијални затор. Формулу коју користим је следећа…. 1.90+1.90+ аксијални зазор који сам очитао са компаратером (тај број је у моного слућајева 0.30мм ) + 0.25. 0.25мм означава претегнутост радилице док агрегат не постигне радну температуру. Не користим 0.30мм као што сервисно упутство тражи јер се блокови рашире од топлоте 0.25мм (овај податак сам добио ит Дукатијевоиг корса одељења), па самим тиме не одузимам сангу агрегату.

