Због разних фактора данашњи агрегати су у већини случајева направљени тј. подешени тако да дају свега 85%-90% могуће снаге или обртног момента. Два најуобичајнја фактора данас су потрошња и ефикасност емисија. Инжињери желе да направе такав агрегат да што дуже траје, да снага мотора и обртни момент буду што бољи и да притом исти тај агрегат мора да прође све конторле за загађивање ваздуха.
Код таквих агрегата, поред контролисања рада истог помоћу електронике инжињери су почели да подешавају брегасте са што мањим преклапањем вентила. Преклапање вентила (оверлап) је на издувном такту код кретања клипа према горњој мртвој тачци (ГМТ) – кад су усисни и издувни вентил отворени у исто време и мери се у степенима. Што је број степени мањи то је већа могућност да ће издувни гасови бити чистији. Јер што краће буду отворени усусни и издувни вентили, то ће мање незапаљење гориве смеше доспети у издувну грану па даље у издувни систем.
Нпр. нови модел Дуцати Мултистраде 1200 има ознаку на агрегату Тестастрета 11 степени. Тих 11 степени представља преклапање вентила, што би на тркачким агрегатима била бројка од 30+ степени.
У наставку овог кратког увода, где сам желео да објасним што сам краће могао зашто сви агрегати које срећемо у масовној производњи, нису у стварном животу оно што нам фабрике или прозивођачи нуде на папиру. Због масове прозиводње и толеранција, код већина агрегата наших љубимаца брегасте су узупчене погрешно. Другим речима, кад се провере, бројеви које нам произвођач даје у сервисној књизи се не поклапају са измереним вредностима. Један од најпознатијих произвођача је Дуцати, што се тиче тих ствари и зато већина њихових модела има проблема са лер гасом. Мада, код већине јапанских произвођача је слична прича, сем што њихови агрегати раде нормално.
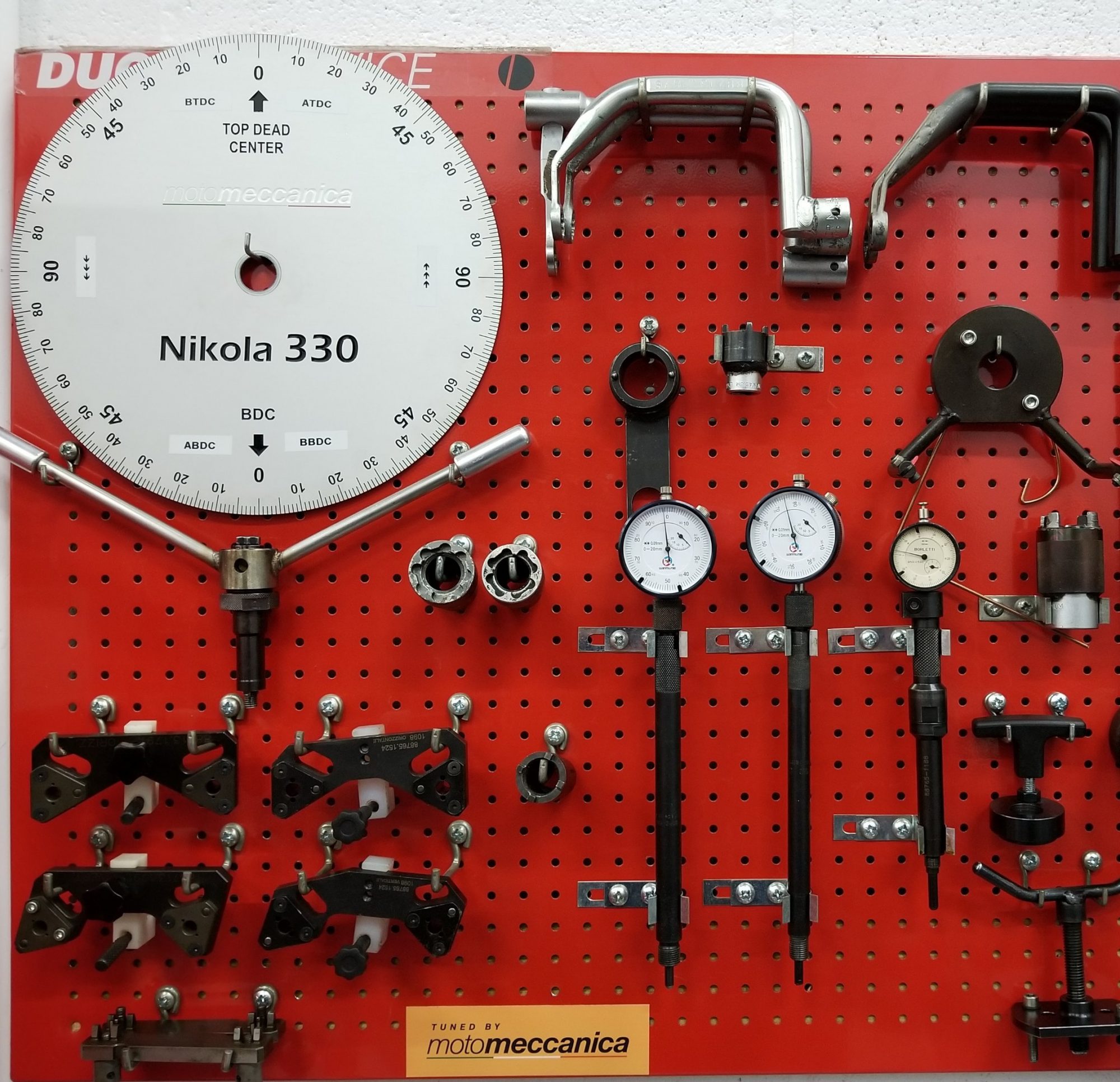
Да би проверили како су узупчене брегасте, треба нам пар обичних и пар специјалних алата. Од обичних алата са којим се срећемо сваки дан то је сет гедора, имбуса и окасто-виљушкастих кључева. Од специјалних алата теба нам милиметарски компаратер са сталком и разводни точак (тиминг бил). Знам да га неки мајстори зову подеони точак, угломер итд… Ја ћу га звати разводни точак у овом случају.
У сервисним књигама код европских произвођача можемо да нађемо на колико степени се отварају и затварају усисни и издувни вентили, што није баш случај код произвођача из Јапана (никада ми није било јасно зашто крију те бројеве јер данас није тешко да се то измери). Али, кад се купе брегасте које су прављене за трке у 95% случјева добијемо само један број за усисну брегасту и један број за издувну брегасту. Уобичајено то су бројеви измедју 105 до 115 степени у зависности о каквом агрегату је реч. Ти бројеви су центар брега брегасте у односу на положај клипа у ГМТ.
Први корак у подешавању брегастих или самом проверавању брегастих је подешавање зазора вентила. Обратите пажњу на сервисну књигу и подесити зазор вентила по сервисној књизи.
Неки произвођачи желе да имају минималан зазор вентила или чак ‘0’ зазор вентила при провери или подешавању брегастих. Други желе да се вентили подесе на прописани фабрички зазор и да се корисит листић шпијуна да се добије нула „0“ зазор, ради тачнијег очитавања угла отварање или затварања усисниг или издувног вентила. Многи произвиђачи препоручују да се отварање мери кад се вентил отвори 1мм, неки препоручују на 3мм, а рецимо БМW препоручује да се на С1000РР провери на 0.3мм. Веома је важно да се провери сервисна књига пре него што одлучите да урадите ову врсту подешавања.
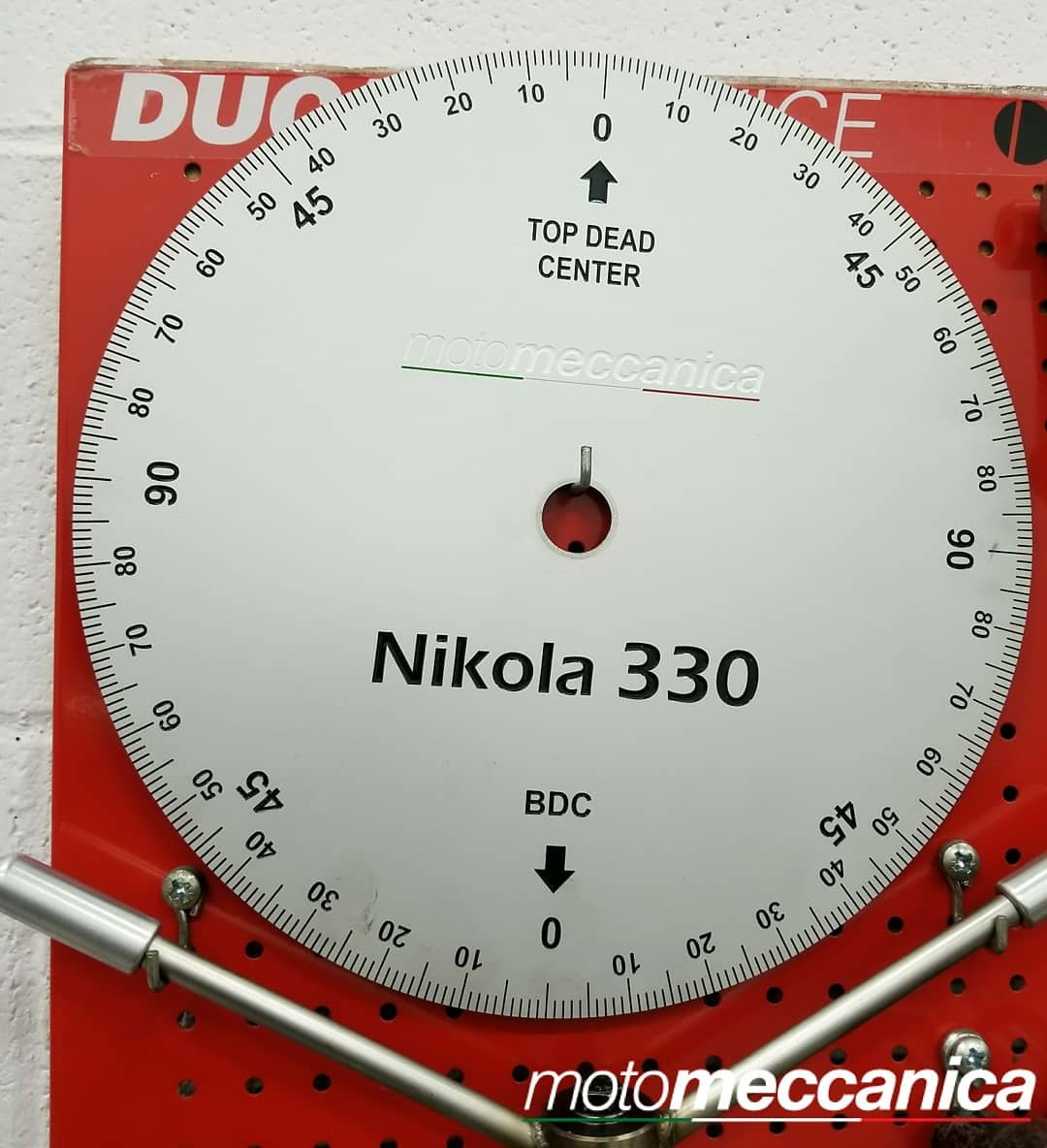
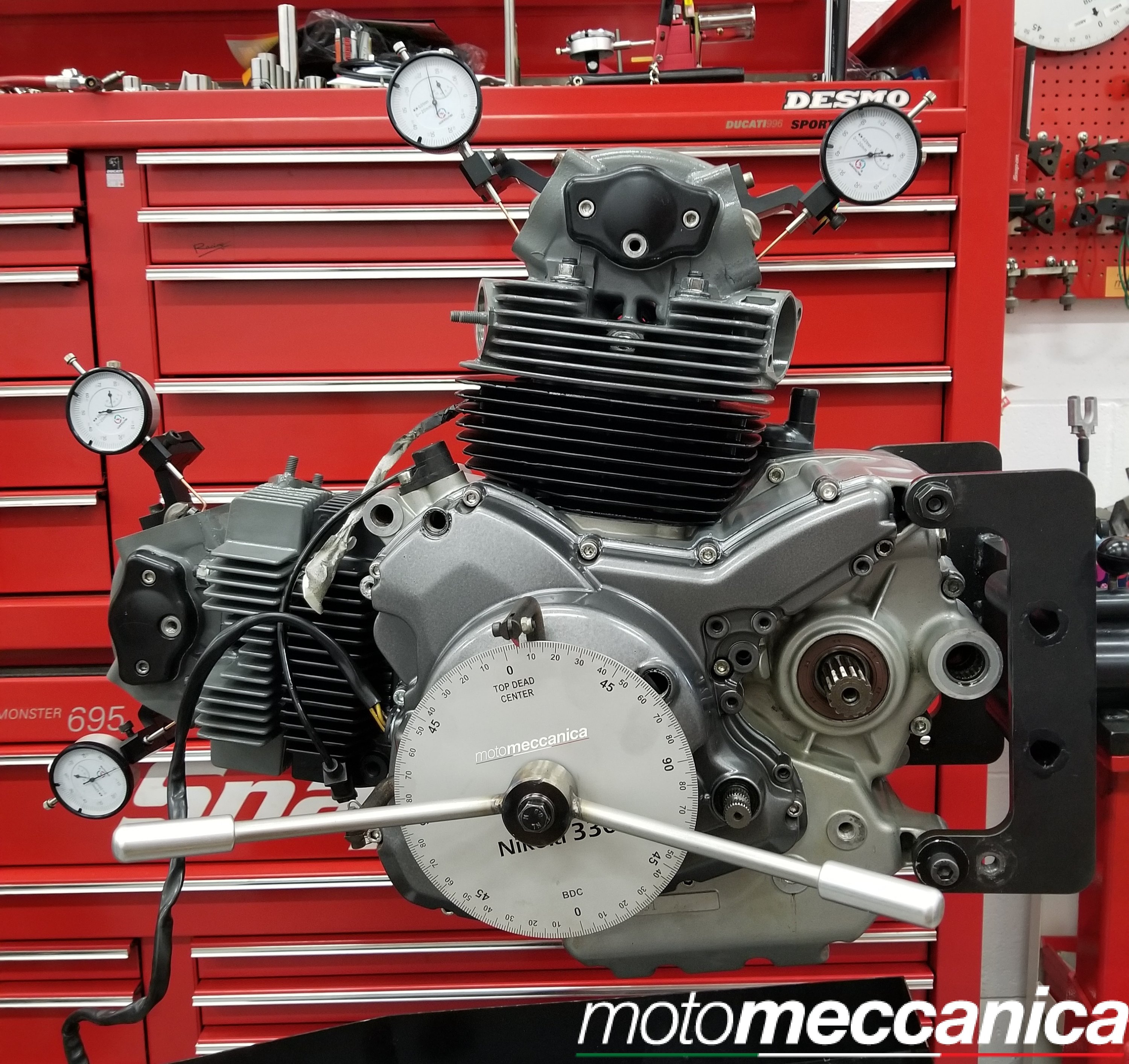
Да би измерили вредности у којим су узупчене брегасте, треба да намонтирамо разводни точак на једну страну радилице по могућности на страну где је алтенатор. Ако треба да се направи неки адаптер да би се разводни точак што боље и чвршће монтирао на радилицу – урадите то. Ако се у прорачуну погреши и више од 3 степена може да се деси оно најгоре и да клип “пољуби” вентил чим се агрегат загреје. Кад се намонтира разводни точак на радилицу морамо да причврстимо парче жице шрафом на блок мотора,а та жица ће нам служити као показивач при читању вредности на разводном точку (репер). Компаратер мора да се монтира чврсто на главу агрегата, јер ако се помера не може да се очита тачна вредност отварање и затварања вентила. Исто тако компаратер мора да буде у истој оси са вентилом јер ако је мало накривљем на лево или десно неће да нам очита праву вредност отварања и затварања. Ја волим да почнем са усисном брегастом и да користим један компаратер . Неки мајстори користе по два у исто време, да читају вредности усисне и издувне брегасте што убрзава процес.
Да би нашли горњу мртву тачку морамо да користимо још један компаратер са наставком који се зашрафи уместо свећице. Кад одредимо ГМТ, подесимо резводни точак на нулу која означава ГМТ. Пажљиво окрећемо радилцу у смеру у ком се окрече радилица, пазећи на помицање компаратера који прати померање вентила. Кад се вентил отвори наставите да окрећете радилицу док компаратер не очита 1мм. Тада пажљиво станите и прочитајте број у степенима на разводном точку. Запишите вредност отварања усисног вентила на парће папира и обратите пажњу на положај мале казаљеке на компаратеру, та вредност очитава 1мм код отварања вентила. Окрените радилицу у смеру рада агрегата да би се вентил отворио у потпуности и почео да се затвара. При затварању вентила обрачамо пазњу на малу казаљку да стане на исту вредност кад је вентил био отворен 1мм, то значи да је вентил 1мм пред потпуним затварање, и ту очитавамо вредност на разводном точку за затварање вентила. Исти поступак је кад се проверава или подешава издувна брегаста. Да би израчунали центар брега брегасте морамо да користимо следећу формулу:
Усисни вентил;
[усис отварање + 180 степени + усис затварање] /2 – усис отварање = центар брега
Вентил се отвори у степенима пре горње мртве тачке
Вентил се затвори у степенима полсе доње мртве тачке
Усис отварање = 28 степени
Усис затварање = 62 степена
[28+180+62]/2-28=107 степени је центар брега усисне брегасте
Издувни вентил;
[издув отварање+180 степени + издув затварање] /2 – издув затварање = центар брега
Издувни вентил се отвара у степенима пре доње мртве тачке
Издувни вентила се затвара у степенима полсе горње мртве тачке
Издув отварање = 43 степена
Издув затварање = 24 степена
[43+180+24]/2-24=99.5 степени је центар издувне брегасте
Велика пажња мора да се посвети разводном ланцу брегастих осовина јер мора да се израчуна празан ход ланца да би се добио тачан прорачун центра брега. Исто тако морамо да обратимо пажњу ако имамо велико преклапање вентила. У том случају могу да се сударе усисни и издувни вентил. Ако се то деси брегасте морају да се подесе са мањим бројевима центра брега.
Да би се брегасте подесиле тачно по жељеним бројевима треба да користимо специјално направљење ланчанике брегастих који могу да се померају у плус или минус у зависности у ком смеру морају да се померају. Ако се не варам, неки Кавасаки модели су имали фабричке ланчанике који могу да се померају. Ако то код вашег агрегата није фабрички, морају да се купе тркаци и монтирају. Тркаци ланчаници се монтирају на исти начин као и фабрички. У том случају се шрафови који држе ланчаник за брегасту попусте мало, а радилица се окрене само за један или два степена и шрафови се опет затегну. Наравно радилицу окренете у оном смеру у ком желите да подесите брегасту, тј. да ли желите да број на центу брега буде већи или мањи.

Све ово може да буде збуњујуће код издувне брегасте јер она, по горе наведеној формули ради потпуно супротно од усисне па вам скрећемо пажњу на то.
Кад су брегасте подешњнњ онако како треба мора да се провери зазор између вентила и чела клипа. Ово је могуће урадити помоћу истог компаратера који смо користили за мерење отварања и затварања вентила . Кад меримо зазор између клипа и усисног вентила, окренемо радилицу на 15, па 10, па 5 степени пре горње мртве тачке и са мало већим шрафцигером пажљиво потиснемо вентил и притом читамо померање казаљке на компаратеру. Кад вентил стане тј. не може даље да се потисне, очитамо вредност на комаратеру.
За издувну брегасту урадимо све исто као и за усисну само што овог пута окренемо радилицу на 5,па 10 и 15 степени после горње мртве тачке. Минимални зазор на усису између клипа и вентила је 1мм, а на издуву 1.5мм. Све мање од тога је могућност да агрегат неће трајати дуго.
Код агрегата где су вентили неприступачни или није могуће да се вентил потисне са већим шарафцигером мора де се скине глава мотора и да се на чело клипа постави пластелин или жица за лемљење пречника 1.3мм-1.5мм. Глава да се намонтира са свим брегастим осовинама и да се све уради испочетка. Радилица се пажљиво окрене само једном за пун круг, па се глава скине и пластелин (жица за лемљење) на челу клипа пажљиво исечете по средини скалпелом. Кад сте исекли пластелин, једну страну пажљиво одстраните са чела клипа, а дугу половину измерите висину са шублером. Вредност коју сте измерили је ваш зазор измедју усисног/ издувног вентила и клипа. Овакво подешавање може да потраје измедју 6-8 сати или чак у неким екстримним случајевима и дуже.